Customer Profile
An Australian Coal Mining Organisation, located in the Hunter Valley region of New South Wales.
Application
Conveyor drive gearbox on main conveyor into the CHPP.
Issue
The customer was seeing high levels of contamination in their gearboxes, which was leading to premature bearings failures. The shortened component life was creating unnecessary maintenance costs and excessive production downtime.
Lube Eng. Solution
After analysing the trial gearbox, the Lube Eng. team believed that significant benefits would be achieved through the development of a site ‘lubricant cleanliness strategy’, which includes the following factors;
- Correct oil sampling hardware and processes being conducted
- Accurate oil analysis result interpretation
- Equipment critically versus oil cleanliness targets
- Cost effective contamination removal strategies
- Filtration equipment usability including HS&E
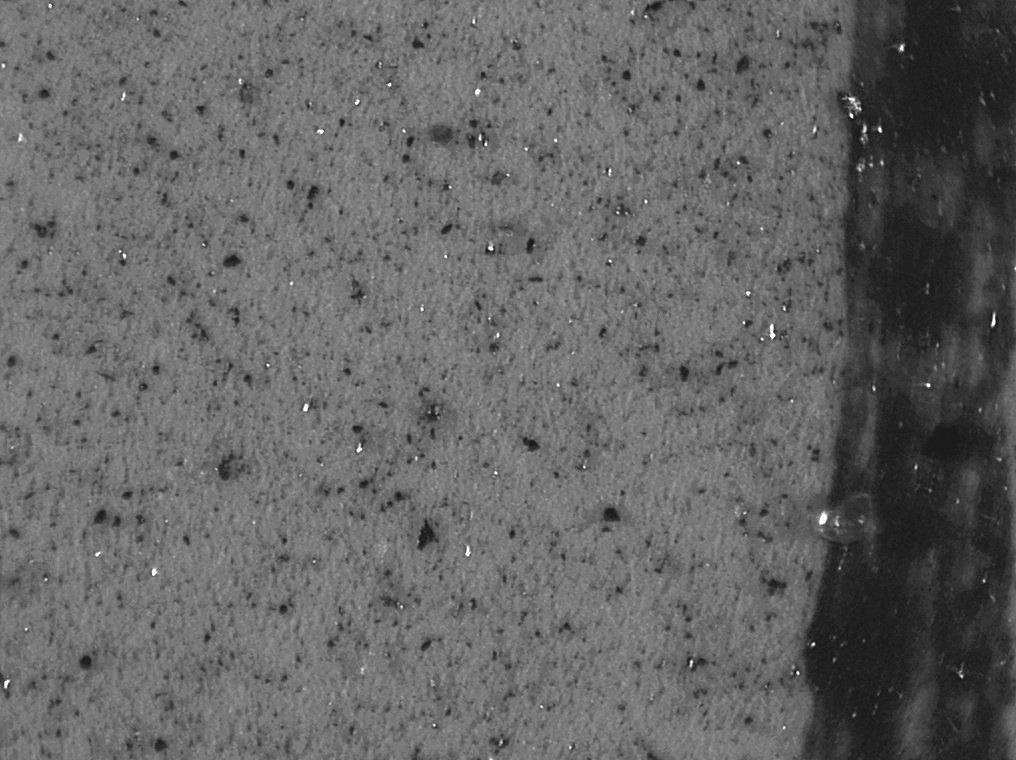
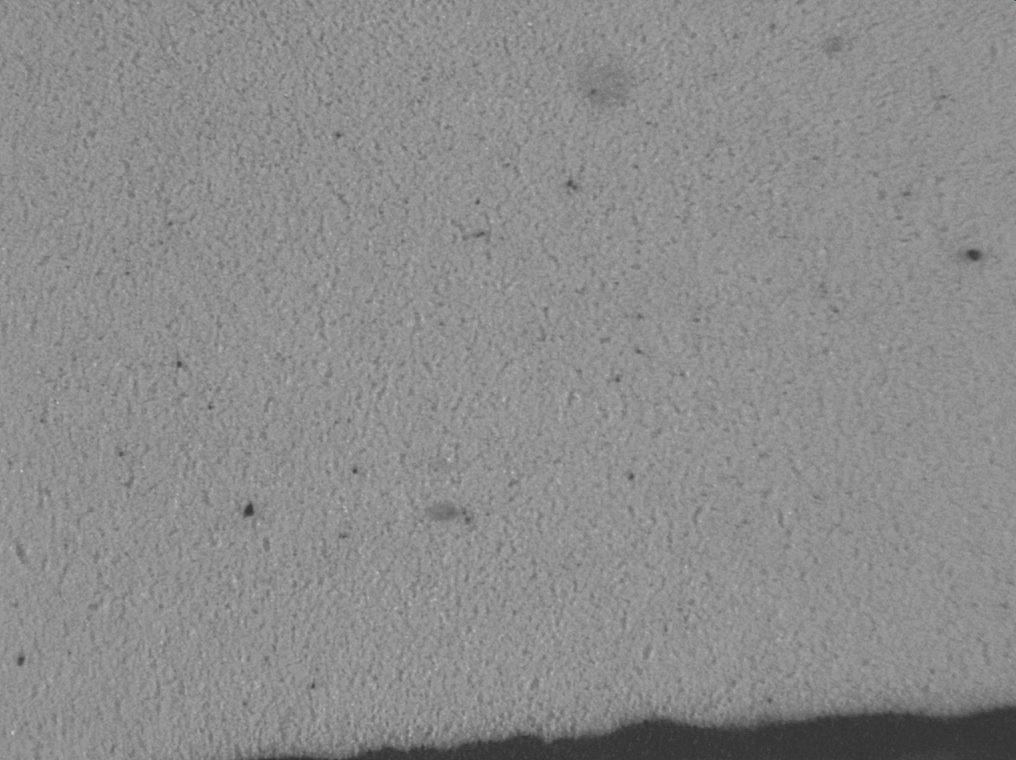
Results
As depicted in Fig 2, after the fourth Oil Sample Test conducted by the Lube Eng. team, the contamination level had decreased significantly and the level of cleanliness met the basic customer specifications for gear boxes. The modern filtration technology delivered the required level of cleanliness which will extend the life of components, including the lubricant by up to 32 times.